
Apr 18, 2023
Take a look at your everyday life and you’re sure to be experiencing or relying on the fruits of the manufacturing sector. From your hairdryer and toaster down to your more sophisticated smart fridge or home security camera, manufacturing is and continues to remain a critical feature of the modern economy.
Essentially a place where products are manufactured or produced, the factory is the hub of such activity. The factory is an industrial facility, often part of a massive value chain creating a unique competitive advantage for companies and immense value for the customers they serve.

Image 1: Industry 4.0 for the Factory of the Future
Rapid and increased change affect the manufacturing sector
However, manufacturing challenges have only heightened as a result of the global pandemic. The industry has faced significant difficulty, thanks to highly dynamic shifts in demand and disruption.
From a supply chain perspective, the global pandemic has created massive raw material and parts shortages. Logistics and delivery have suffered, resulting in businesses having to take a completely new approach to supporting customers.
From a workforce perspective, there have been sustained shocks in the form of shortages of skilled talent, disruption to how work is performed, a rise in new work procedures and increased safety and health protocols which have knock-on impacts on productivity, performance and service levels.
What is the state of the factory floor today?
In many factories, there are often manual processes and some degree of semi-automation. There may be siloed systems and a lack of integration which results in duplication of effort, increased labour and the possibility of increased error impacting data quality. As a result, business leaders have to contend with a lack of visibility and real-time insights which impact their ability to make informed decisions.
From factory to smart factory
The factory of the 21st century and beyond will be a move from isolated cells to more fully integrated data and data flows, smoother communication, increased automation and a deeper reliance on technology to assist human-led effort. This may involve the application of machine learning and artificial intelligence.
What would a business gain from this smarter factory?
First, integrated, smoother communication along the entire value chain would reduce work-in-progress inventory. While increased automation may displace some skilled labour, such labour could be better placed to support more strategic tasks associated with managing the factory of the future.
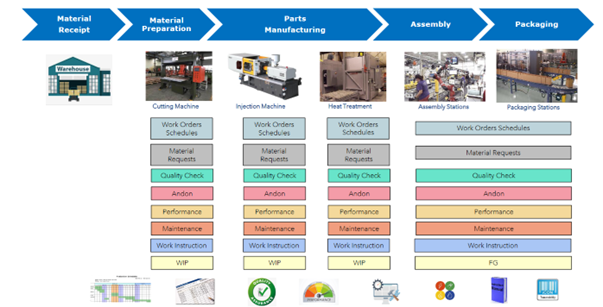
Image 2: Today Manufacturing Operations and Processes
Which aspects of factory management would be involved? In a typical manufacturing environment, raw materials are received and prepared in order for parts to be produced and then assembled into final products before it is packaged and shipped. There are numerous stations, each serving different purposes and involving production, scheduling, quality control, maintenance and some aspect of WIP (work in progress).
When the manufacturing operation and processes are integrated, this would entail the collation and interpretation of data through a single digital dashboard with various user interfaces with business requirements driving the business processes, physical equipment and level of automation created.
An Industry 4.0 approach
The smart factory is a digitally connected enterprise. This is known as taking an Edge-to-Enterprise approach where workers, operations and data are connected using HMI (human-machine interface) and MES (Manufacturing Execution System).
This is what Industry 4.0 is about – creating a more digitally connected enterprise, or in this case, a more connected smart factory.
It involves advanced and predictive analytics, the facilitation of remote collaboration and remote monitoring, backed by a robust network infrastructure and cyber security framework.
There are three aspects to delivering ROI here.
First, people drive the change forward through ownership of the business issues and their ability to lead the way forward. They put the systems in place that help them create more connections (where there were previously none), create the tools to collect, visualise and analyse data based on their own business requirements, and finally, to take the requisite action needed.
Second, processes provide insight on yield, utilisation and efficiency levels. These processes shine a light on the business’s current state of operations by collecting relevant and timely data based on parameters they set. By gaining clearer visibility through dynamic real-time analysis, the factory is able to make more informed decisions.
Finally, assets are better managed through real-time visualisation of their reliability and availability as well as quicker response times to mitigate damage or loss.
The transformation of the factory floor is a digital one, rooted in foundational technologies associated with Industry 4.0. These are in the areas of connectivity, data analytics, HMI and asset performance.
- Connectivity, data and computational power
The modern factory relies on connectivity, data and computational power. Through connected sensors, digital dashboards, cloud technology and robust cybersecurity, the business is able to keep their finger on the pulse - Data analytics and intelligence
Data without context may provide an inaccurate or incomplete view. Advanced analytics combined with the power of artificial intelligence and machine learning, allow the factory to obtain relevant insights in a timely manner - Human-machine interaction (HMI)
Essentially a user interface that connects a person to a machine or device, usually in an industrial setting, this provides the factory with real-time data visualisation. This may entail virtual reality, robotics, AGVs (automated guided vehicles), RPA (robotic process automation), predictive maintenance as well as simulations - Asset reliability and performance
Systems that connect various assets, collecting operations data and non-conformity events in real-time bring this together to provide significantly more visibility and enable dynamic analysis which, in turn, provides enhanced decision support.
Real World Application

Image 4: A washing machine Assembly lines
Let’s take a closer look at one of our clients, a home appliances manufacturer, to understand how this works in practical terms.
This manufacturer was experiencing a lack of real-time information on numerous unscheduled downtime occurrences. This was a result of insufficient raw materials, inadequate production speeds and a few quality-related issues.
As a result, production staff found themselves reacting to these unscheduled downtime periods poorly. The production team was unable to operate at maximum efficiency and capacity to fulfil the scheduled demand.
Having reviewed the numerous issues and discussed the business requirements, one of the key solutions we proposed rested on the implementation of an algorithm that allowed downtime codes to be propagated from the machine centres.
This solution was implemented across 17 lines in the plant in the first phase of the implementation of our plan. Our solution featured a digital system platform powered by MES (manufacturing execution system) performance, Edge computing and CMMS (computerised maintenance management system):
- A new operational dashboard provided real-time insight on production OEE (overall equipment effectiveness) and ANDON (a system that quickly alerts operators about an issue or problem as it arises). By eliminating movement and gathering loss and allowing for remote monitoring, reporting and productivity increased
- A CMMS implementation digitalised the maintenance process workflow which led to reduced response time, improvements to predictive maintenance and better spare part inventory management
- A Work Order Management system was implemented which greatly enhanced planning and addressed ad hoc rescheduling of work orders
- A new work instruction system was installed which helped to ease the training of new operators
- The system was integrated with the telegram API which allowed critical process notifications to be provided via telegram.
As a result of these changes, the team was able to quickly identify areas for improvement, whether in unplanned downtime, equipment effectiveness or labour inefficiencies. Mechanics began to focus on the overall line performance instead of just individual machines or operators. Additionally, training conducted became more tailored to address these potential challenges based on data received, and not simply, based on opinions.
Industry 4.0 provides tremendous assistance to manufacturers.
From improved product quality and defect tracking, real-time supply chain management, predictive maintenance, faster product prototyping through to output and demand forecasting, manufacturers stand to reap significant gains when Industry 4.0 strategies are implemented. Manufacturers may not only realise business goals but also reduce costs and increase profitability through improvements and optimisation right across their value chain.
If you would like to enjoy the latest info, please get in contact with our Digital Transformation experts.



